湖州中锐洁净科技有限公司
手机:13754216188(匡经理)
手机:13957255691(曹经理)
邮箱:zjw@zrtube.com
地址:浙江省湖州市南浔区双林镇倪家滩村振兴路99号
网址 : www.zrjmkj.cn
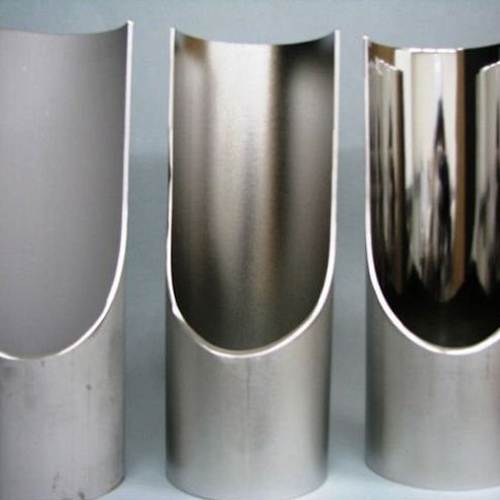
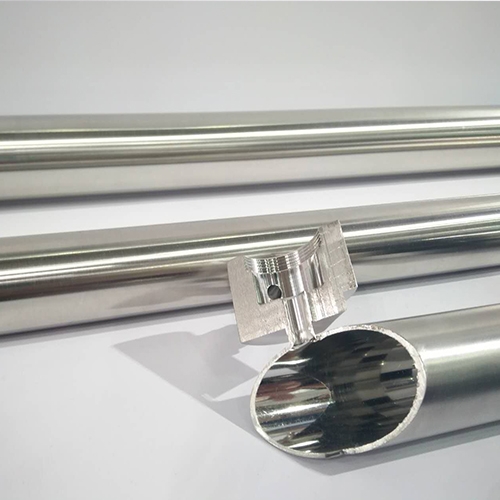
其实现在钢管领域与众多其它行业是密不可分的,就比方说是汽车制造业和机械制造业。车辆、机械设备制造等对不锈钢光亮管的精密度、光滑度有很高规定的机械设备。不锈钢光亮管用户不仅是对精密度、光滑度要求非常高了,因光亮管的高精度,尺寸公差能维持在2-8丝,因此许多机械加工制造客户为了很好地节约工、料、时的耗损,将无缝管或是圆规正渐渐的变化为不锈钢光亮管。那么接下来就一起来看一下不锈钢光亮管的焊接加工步骤:
不锈钢光亮管的焊接加工工艺:电焊焊接前提温,焊接后在进行热处理工艺。

一、升温:
不锈钢光亮管电孤电焊焊接前,对不锈钢光亮管开展提温,操纵温度好三十分钟后渐渐地电焊焊接。
电孤电焊焊接的提温和虚似束湿热解决处理由温控解决的温控柜积极主动操作流程。选用远红外线追踪热处理电炉板。智能型积极主动设定数据图表并纪录数据图表,传热系数准确测量温度。提温时传热系数测量点间距电焊焊接边沿15mm-20mm。
二、焊接工艺:
1、为了很好地避免不锈钢光亮管的电焊焊接形变,每一个柱连接头由两人对称性电焊焊接,焊接方位从里面向两侧。电焊焊接内扩大进口(内扩大开放时电焊焊接贴近梁)操作步骤从一层精密光亮管第三层精密光亮管道尽可能开展小规格型号,由于其电孤电焊焊接严重危害电焊焊接形变的关键缘故。电孤电焊焊接-至三层后,应开展反刨。碳弧气刨运用后,尽量对电焊焊接工业设备开展打磨抛光,对电焊焊接表层开展高频淬火整理,表明金属光泽,避免表层增碳造成缝隙。外孔电焊焊接一次,其他外螺纹电焊焊接一次。
2、电孤电焊焊接=双层精密光亮管时,电焊焊接方位应与层精密光亮管反过来,以此类推。各层焊接间距15-20mm。
3、应维持几台悍机的电焊焊接电流量电焊焊接效率和重合累积雪加叠加层数。
4、在电孤电焊焊接中,尽可能从引弧板渐渐地电焊焊接,并在引弧板上完毕电焊焊接。电孤焊接后断开打磨抛光。
 在线咨询
在线咨询